
Heat Exchangers in Food Processing
Hygienic Equipment for Safe and Efficient Production
In food manufacturing, heat exchangers play a crucial role in thermal processes such as pasteurization, sterilization, cooking, and chilling, thereby ensuring food safety, product consistency, and compliance with regulatory standards.
Heat exchangers transfer heat between fluids without direct contact, ensuring hygienic separation and consistent, efficient temperature control. Their effectiveness depends on surface area and turbulent flow, and their design must account for variables such as viscosity, particle size, and cleaning needs across a range of food applications—from dairy products to ready meals.
While the pump is the heartbeat of the process system, heat exchangers are equally critical organs. Food safety relies on processes and products reaching critical temperatures, and the heat exchangers are responsible for that.

Types of Heat Exchangers for Food Processing
Plate and Frame
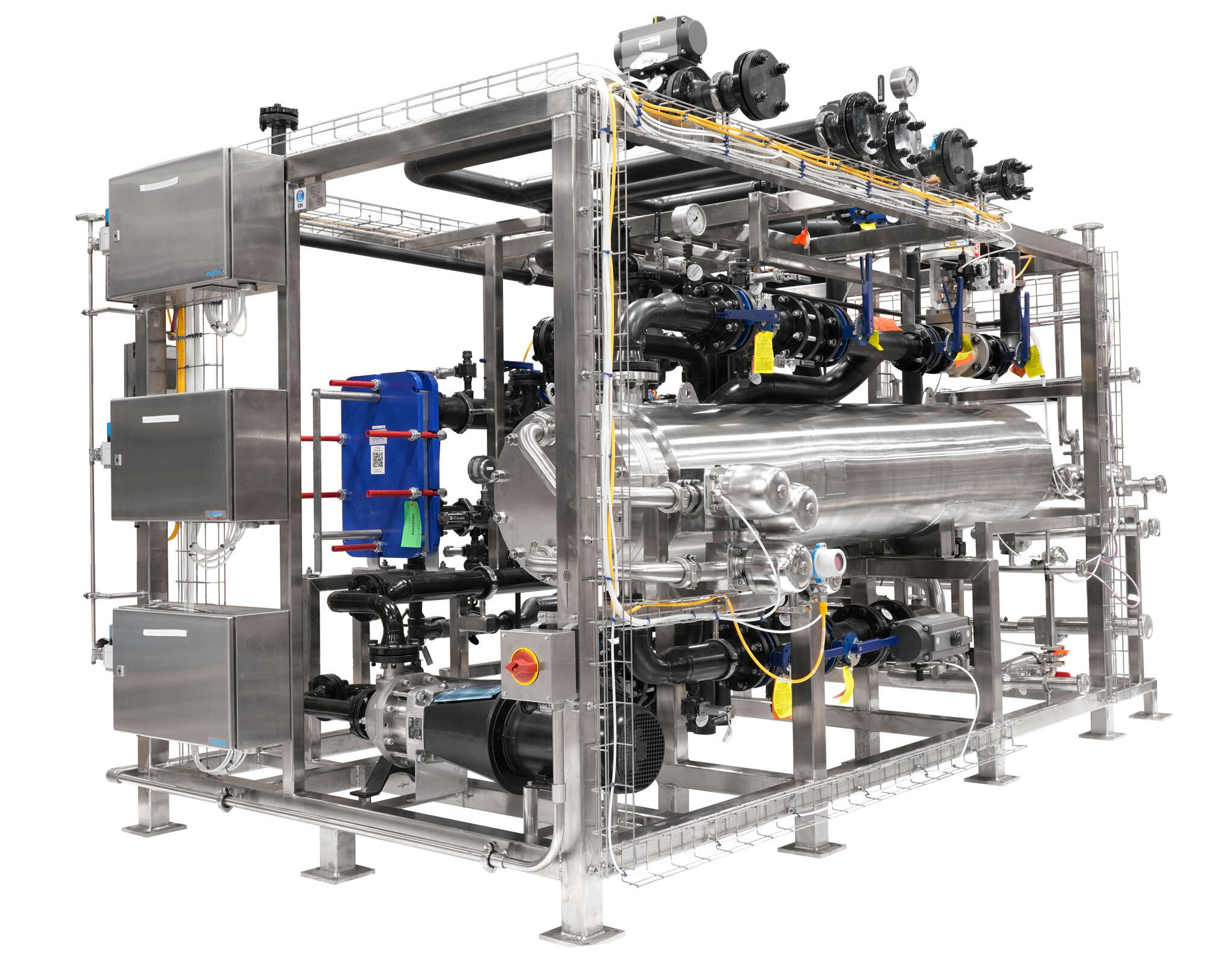
Compact and highly efficient, plate and frame heat exchangers utilize corrugated plates to induce turbulence and achieve rapid heat transfer, making them ideal for low- to medium-viscosity products such as milk, juice, and liquid eggs. Their modular, gasketed design allows quick disassembly for cleaning.
Shell and Tube
Built for durability and pressure resistance, shell-and-tube heat exchangers are suited for viscous products with particulates, such as soups and sauces. Corrugated designs enhance heat transfer and minimize fouling, while double and floating-tube options facilitate thermal expansion and leak detection for long-term reliability.
Scraped Surface
Ideal for high-viscosity or heat-sensitive applications, such as nut butter, chocolate, and ice cream bases, SSHEs utilize rotating or reciprocating scrapers to prevent fouling and ensure uniform heating. These systems maintain product integrity by combining high-shear capability with gentle handling.



Critical Applications in Food Manufacturing
Pasteurization and Sterilization
Plate heat exchangers are essential for milk pasteurization, rapidly heating dairy to 161.6°F for 15 seconds in the High-Temperature Short-Time (HTST) process to eliminate pathogens while preserving taste and nutrition. Ultra-High Temperature (UHT) processing heats products like milk, soups, and juices to 275–300°F for a few seconds, producing shelf-stable goods and maintaining quality.
Cooling and Concentration
Concentrating fruit juice through controlled heating and evaporation processes requires heat exchange systems that can maintain the delicate balance between moisture removal and flavor preservation. The beverage industry relies on these systems to create concentrated products with essential flavor characteristics.
Cooling processed foods to 39°F for safe storage and distribution represents another critical application. Rapid cooling prevents bacterial growth and maintains product quality during the transition from processing to packaging and distribution.
Sanitation Systems
Clean-in-place (CIP) systems heat the cleaning solution to 176°F for effective sanitization and integrate directly with heat exchangers to ensure thorough cleaning of equipment between production runs. These automated cleaning cycles eliminate the need for equipment disassembly while maintaining the highest sanitary standards required in food processing.
Specialty Food Processing
Chocolate tempering requires precise temperature control to achieve proper crystallization and texture in confectionery production. Scraped surface heat exchangers excel in this application, using rotating scrapers to maintain consistent product movement and prevent scorching of heat-sensitive chocolate compounds.
Sauce and soup heating processes require robust shell-and-tube heat exchangers that can handle viscous products with large particulates while achieving commercial sterility. These systems must maintain product integrity while ensuring uniform heating throughout the entire product volume.
Material Considerations and Hygiene Requirements
316L stainless steel is the industry standard for food-grade heat exchangers, offering corrosion resistance, durability through frequent cleaning cycles, and compliance with FDA and 3-A sanitary requirements.
To support hygienic design, surface finishes with a roughness average (Ra) of 0.8 μm or better minimize bacterial adhesion and facilitate cleaning by reducing surface irregularities. Sanitary tri-clamp connections further enhance cleanability and serviceability, enabling quick disassembly for inspections, maintenance, or product changeovers. For acidic or low-pH products, such as citrus juice or wine, optional corrosion-resistant coatings help protect stainless steel surfaces and extend the equipment's lifespan.
Food Processing Heat Exchangers
CSI is your trusted source for hygienic processing equipment.
Explore Our Heat ExchangersEnergy Efficiency and Heat Recovery
Regenerative heat exchange systems recover 94-95% of heat content during pasteurization processes, significantly reducing utility consumption and operating costs. This heat recovery approach preheats cold milk using heat from pasteurized milk, creating a highly efficient thermal cycle.
Insulation and proper system design minimize heat loss to the environment, further improving energy efficiency and reducing the load on heating and cooling systems. Proper insulation also contributes to workplace safety by reducing surface temperatures and preventing accidental burns.
Selection Criteria for Food Applications
When selecting a heat exchanger for food applications, engineers and plant operators must evaluate both the product characteristics and the process requirements. Food products can vary greatly in terms of viscosity, particulate content, and fouling potential—all of which impact the efficiency and longevity of the heat exchanger system. Likewise, system specifications such as temperature targets, cleaning protocols, and throughput capacity must align with production and regulatory standards. Below is a breakdown of key factors divided into product-specific and system-specific considerations.
Product-Specific Considerations
Viscosity
- Thin liquids (like juices or milk) work well with plate heat exchangers.
- Highly viscous products (like sauces or purees) often require scraped surface heat exchangers for effective thermal transfer and mixing.
Particle Size and Concentration
- Products with large particulates (e.g., chunky soup) need wider flow passages to prevent blockages.
- Fine particles can often be processed using standard plate designs.
Fouling Potential
- High-fouling products benefit from scraped surface heat exchangers or designs with anti-fouling technology.
- Understanding the product's fouling behavior can improve cleaning schedules and heat exchanger performance.
System-Specific Considerations
Temperature Requirements
- Applications requiring high or low temperatures must ensure material and design compatibility to avoid failure from thermal stress.
- High-temp systems may require special alloys or reinforced gaskets.
Production Capacity
- Throughput needs determine unit size and whether multiple heat exchangers are required in parallel.
- Proper sizing ensures adequate residence time for thermal treatment without causing bottlenecks.
CIP Compatibility
- Heat exchangers must integrate with Clean-In-Place systems to maintain hygiene and meet regulatory standards.
- Seamless CIP integration minimizes downtime and ensures consistent sanitization.
Maintenance
Preventive maintenance—like inspecting surfaces and replacing gaskets every 6 months—helps prevent leaks and contamination. Regular checks of pressure drop, heat transfer, and cleaning results optimize system reliability and support food safety compliance.
Ensuring Product Quality and Performance
Heat exchangers are essential to food processing, ensuring product safety, quality, and efficiency under changing conditions. Modern systems use advanced controls and real-time monitoring to maintain consistent performance by automatically adjusting to variations in product or process demands—minimizing human error and maximizing quality.
Selecting the right heat exchanger involves evaluating product properties, throughput needs, energy goals, and maintenance capacity. Regular performance reviews and working with experienced specialists help optimize operations and support future growth. As food manufacturing evolves, properly selected and maintained heat exchangers remain critical to achieving high standards and long-term efficiency.
Hygienic Heat Exchangers Sales and Service
With decades of experience in hygienic fluid processing, CSI is a trusted partner for servicing heat exchanger systems in the food and beverage industry. By combining preventive maintenance strategies, advanced CIP automation, corrosion-resistant materials, and expert servicing and technical support, CSI helps processors maintain peak system reliability and operational efficiency.
Contact Us for a QuoteABOUT CSI
Central States Industrial Equipment (CSI) is a leader in distribution of hygienic pipe, valves, fittings, pumps, heat exchangers, and MRO supplies for hygienic industrial processors, with four distribution facilities across the U.S. CSI also provides detail design and execution for hygienic process systems in the food, dairy, beverage, pharmaceutical, biotechnology, and personal care industries. Specializing in process piping, system start-ups, and cleaning systems, CSI leverages technology, intellectual property, and industry expertise to deliver solutions to processing problems. More information can be found at www.csidesigns.com.